Zobrazení:35 Autor:Editor webu Čas publikování: 2023-06-20 Původ:Stránky
● Tloušťka ocelových plátů běžně používaných v nerezových dřezech je mezi 0,8 mm a 1,5 mm.
● Továrna na dřezy nakupuje ocelové desky různých šířek podle potřeb výrobních modelů dřezů.Ocelová deska je odeslána do dřezové dílny ve formě vážení rolí.
● Normálně neořezané ocelové plechy mají maximální šířku 1220 mm a mají téměř neomezenou délku.

● Tažnost ocelových plechů je omezená.Aby se zabránilo zlomení nebo poškození ocelového plechu během protahování, je nutné ocelový plech natřít v počáteční fázi materiálu.
● Fólie je potažena pouze na jedné straně ocelového plechu a jedna strana fólie bude v následném procesu protahování směřovat k formě.
● Laminování lze provést před nebo po řezání.

● V závislosti na délce konstrukce nádrže je třeba dlouhý ocelový plát rozřezat na části, aby vyhovovaly požadavkům na velikost polotovaru.
● Na obrázku vpravo obsluhuje pracovník válečkový spínač tak, aby ochranná fólie a ocelový plech procházely současně zónou hutnění válce a laminace se dokončila tlakem.
● Když potažený ocelový plát prochází čepelí gilotiny, pracovník stiskne gilotinový spínač podle potřeby, aby se ocelový plát rozlomil, aby se získala surovina přiměřené velikosti.

Řezání pod úhlem materiálu
● Odstřižený list je nyní pravidelný obdélník.Aby dřez zhruba odpovídal vzhledu, je také nutné zatlačit plech do nůžek ke stříhání.
● Hotový list je obecně polygonální a může mít obloukové okraje.

První kresba - olejová barva
● Naneste strečový olej rovnoměrně na obě strany potaženého a nařezaného plechu.
● Extrudovaný olej může pomoci plechu rovnoměrně, snižuje možnost praskání tahem a prodlužuje životnost formy a lisu.

● Umístěte ocelovou desku na lisovací stůl.
● Na horní a spodní desce pracovního stolu jsou otvory.Forma produktu je umístěna v otvorech spodní desky stolu (červeně šrafovaná oblast vpravo).
● Po stisknutí spínače motoru se spustí horní deska hydraulického stupně a celý stůl sjede dolů.
● Během procesu hloubení zůstává vodorovná poloha nástroje nezměněna, takže ocelová deska je vytlačena nahoru, aby se dokončilo protažení formy.První hloubka výkresu musí být 80 % nebo více z celkové hloubky návrhu.

Jednomisková forma, 400T
Dvoumisková forma, 800T
● Vyjměte předem vytvarovanou misku a očistěte lavici znečištěnou nasávaným olejem.
● Umyvadlo pro první tažení bude odesláno na místo čištění, aby se odstranil povlak, a zbývající olej pro tažení se smyje, aby se připravilo na proces žíhání.

● Pokud je konstrukční hloubka nádrže na vodu menší než 160 mm, lze díky procesu domácího kreslení dosáhnout ideální hloubky jedním výkresem.
● Když hloubka dřezu dosáhne 180 mm – 250 mm, výrazně se zvýší šance, že jednou tažení způsobí prasknutí plechu z nerezové oceli.
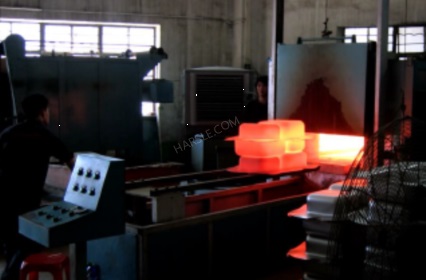
● Aby byly splněny požadavky na hloubku, je v tuto chvíli vyžadováno žíhání a sekundární tažení.

● Žíhání může obnovit činnost vysoce namáhaných nerezových plechů.
● Samotná žíhací linka je 20 metrů dlouhá vysokoteplotní linka, teplota pece je cca 1150 °C.Dvě strany jsou vstupy a výstupy a dřezy jsou dopravovány v jednom směru lanovkou nebo dopravním pásem.Je možné zefektivnit cca 30 dřezů současně.
● Mezi žíhané společníky patří také demagnetizace.Tím se eliminují magnetické vlastnosti nerezové oceli v důsledku natahování.

● Mnoho závodů s jímkami nemá samotné žíhací linky, ale místo toho zadává žíhání žíhacím závodům třetích stran.
● Někdy provozy s jímkami také používají žíhací pece k dosažení alternativních funkcí v závislosti na jejich potřebách.
● Po žíhání bude dřez tažen hydraulickým lisem a formou
● Druhý výkres musí být plně nakreslen do konstrukční hloubky.

● Po vytažení výrobku nedochází k žádnému smrštění na okraji ocelového plechu.V tomto okamžiku je třeba hotový výrobek oříznout.
● Při ořezávání je nutné vyhradit montážní polohu výztuhy horní umyvadla.

● Odtokové a přepadové otvory jsou vyraženy na speciálních formách a razidlech.
● V závislosti na aktuálním stavu desky a děrovacího zařízení může být nutné provést zpracování otřepů na každé sekci.

Tento krok můžete vynechat, pokud zvolíte dvoumiskovou formu
● Pokud se jedná o dvoudrážkovou rolovací mísu/nálevku se spodním svarem, musí být po vyražení svařena s horní deskou dřezu.
● Svařování rolí se obvykle provádí CNC svařováním, ale může být také ručně svařováno pracovníky.
● Pokud se jedná o jímku pro svařování natupo, je vyžadováno svařování na tupo na obou stranách jímky.
● Dřez pro svařování na tupo je v naší produktové řadě vzácný.Zřejmým znakem je svařovací čára uprostřed dvou nádrží.

(Tento krok lze vynechat, pokud zvolíte formu s dvojitou mísou)
● Pro žebrové/háčkové svary používejte laserovou bodovou svářečku.
● Podle různých nastavení zařízení každé bodové svařování produkuje asi 3 pájené spoje.Tyčové výztuhy vyžadují bodové svařování několikrát na různých místech.
● V závislosti na požadavcích kupujícího se někdy používají žebra/háky vyztužené lepidlem.

● Proces čištění (kartáčování) je zde konkrétně popsán.
● Mletí je rozděleno do tří nebo čtyř sekcí podle rozdílů mezi vanou a zařízením.
● První věc, kterou je třeba vyleštit, je dno dřezu.

● Následně se stěna dřezu vyleští

(Tento krok lze vynechat, pokud zvolíte formu s dvojitou mísou)
● V závislosti na stupni automatizace v dřezovém závodě je tento proces někdy přítomen, aby se snížila potřeba dovedností pracovníků leštit.
● Vzhledem k tomu, že dvě sousední plochy jsou vyleštěny v různých směrech, na průsečících textur mají tendenci se vyskytovat chaotické čáry.
● Použijte brusné kotouče k odstranění chaosu mezi dvěma vertikálními plochami.

● Horní deska je na konci procesu broušení vyleštěna, aby se odstranily tupé svarové spoje, svarové linie a povrchové vady viditelné v těle hrnce.

● Vykopejte polohu odpichového otvoru podle požadavků objednávky.
● Tento proces má vysoký stupeň volnosti, může být přeskočen přímo podle požadavků objednávky nebo k němu může dojít před jakýmkoli svařovacím procesem.

● Značení nerezových dřezů zahrnuje především následující dva způsoby: laserový typ a šablonový typ (viz obrázek vpravo).
● Zatlačte nádržku na vodu zcela do pevné polohy, abyste zajistili konzistenci šablony.

● Kromě plně automatického laserového značení existují také levné ruční polohovací laserové značení (viz vpravo).
● Polopropustnou fólii s logem značky umístěte pevně na určené místo označení a pomocí ručního laserového vysílače ji osvětlete na nulovou vzdálenost.
● Laser prochází světlo propustnou částí polopropustné fólie a hoří na povrchu nerezové oceli.

● Drobná poškození, ke kterým dochází ve všech výrobních procesech, jsou důležitá pro komerční hodnotu.Před procesem nástřiku jsou odeslány na místo opravy a ručně je opravují pracovníci.

● Proveďte ošetření spodním nástřikem.
● Účel nástřiku je trojí: 1. Přimět lehké a tenké dřezy na váze;2. Zakrýt stopy po popáleninách způsobené žíháním a jinými důvody;3. Zabránit jevu kondenzace v kuchyňském prostředí.
●Současný domácí nástřik je obecně jen barva.Ve skutečnosti nemá funkci proti kondenzaci.
● Mořením se kromě nástřiku odstraňují i spálená místa způsobená žíháním.

● Náplní čistících prací je odstranění zbytků strečového oleje, odstranění nečistot a čela spreje, odstranění brusného kotouče a nečistot z nerezové oceli, odstranění otisků prstů a jiného prachu.
● Podle požadavků objednávky lze dřezy balit do držáků, velkých krabic nebo dokonce maloobchodních balení.

● Nakonec vložte produkt do skladu a počkejte na jeho odeslání na místo určené zadavatelem objednávky.


 Česky
Česky Pусский
Pусский























