Zobrazení:58 Autor:Editor webu Čas publikování: 2023-06-06 Původ:Stránky
● Princip řezání laserem
The řezání laserem využívá k práci zaostřený paprsek s vysokou hustotou výkonu, takže ozařovaný materiál se rychle roztaví, odpaří, odstraní nebo zapálí a roztavený materiál se odfoukne vysokorychlostním proudem vzduchu koaxiálním s paprskem, čímž se obrobek odřízne.

Při interakci laserového paprsku s materiálem dochází k několika procesům.Intenzivní teplo generované laserovým paprskem rychle zvyšuje teplotu materiálu, což způsobuje jeho tání, vypařování nebo chemickou reakci.Konkrétní interakce závisí na vlastnostech materiálu, jako je jeho absorpční koeficient a bod tání, a také na parametrech laseru, jako je hustota výkonu a trvání pulsu.

U materiálů s nízkým bodem tavení, jako jsou plasty, může laserový paprsek materiál roztavit při prořezávání.Roztavený materiál je pak odfouknut proudem plynu, čímž se vytvoří zářez (šířka řezu).V případě materiálů s vyššími body tání, jako jsou kovy, laserový paprsek materiál přímo odpařuje a vytváří úzký a přesný řez.
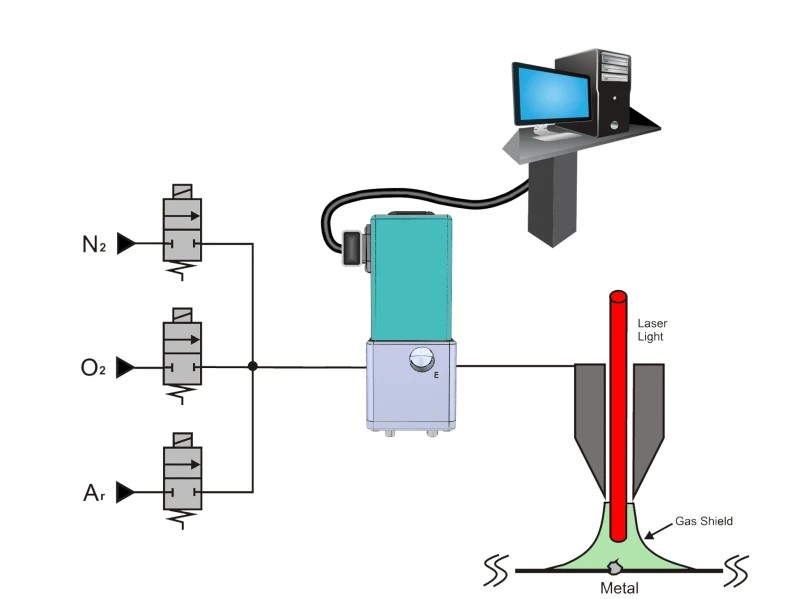
Plynová podpora se běžně používá při řezání laserem ke zlepšení procesu řezání.Plyn, jako je kyslík nebo dusík, je vháněn tryskou řezné hlavy na povrch materiálu.Plyn pomáhá odstraňovat roztavený nebo odpařený materiál z oblasti řezu, ochlazuje materiál a zabraňuje vzniku otřepů nebo strusky.Volba plynu závisí na řezaném materiálu a požadované kvalitě řezu.
Šířka řezu nebo šířka řezu je určena několika faktory, včetně výkonu laseru, velikosti ohniska, tloušťky materiálu a rychlosti řezání.Šířku řezu lze regulovat nastavením těchto parametrů pro dosažení požadované přesnosti řezání.Kromě toho může řezání laserem vést k jevu zvanému zúžení, kdy má řez mírně kuželovitý tvar.Úhel úkosu závisí na vlastnostech materiálu a parametrech laseru a lze jej minimalizovat optimalizací řezných podmínek.
●Základy laseru:
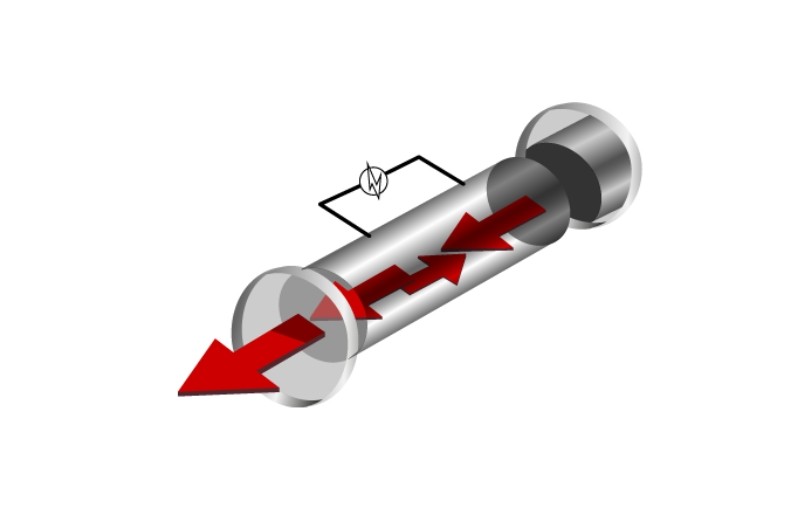
Laser (Light Amplification by Stimulated Emission of Radiation) je zařízení, které produkuje koncentrovaný paprsek koherentního světla.Skládá se ze tří hlavních součástí: aktivního média, zdroje energie a optického rezonátoru.Aktivní médium, kterým může být pevná látka, kapalina nebo plyn, emituje fotony, když je napájeno zdrojem energie.Optický rezonátor odráží fotony tam a zpět přes aktivní médium, zesiluje a vyrovnává světelné vlny.Tento proces vede k vytvoření silného a koherentního laserového paprsku.
● Klasifikace řezání laserem
V laserových řezacích strojích se používá několik typů laserů, včetně CO2 laserů, Nd:YAG laserů a vláknových laserů.CO2 lasery jsou nejběžnějším typem a používají jako aktivní médium směs oxidu uhličitého, dusíku a helia.Nd:YAG lasery využívají jako aktivní médium krystal v pevné fázi, jako je neodymem dopovaný ytrium-hliníkový granát.Vláknové lasery na druhé straně používají jako aktivní médium optické vlákno dopované prvky vzácných zemin.Každý typ laseru má své jedinečné vlastnosti a je vhodný pro specifické aplikace řezání.
1) CO2 lasery
Běžně se používá pro řezání nekovových materiálů, jako je dřevo, plast, sklo a textil. Při správném nastavení lze řezat i kovy, jako je měkká ocel, nerezová ocel a hliník.
2) Řezání laserovým odpařováním
Obrobek je ohříván laserovým paprskem s vysokou hustotou energie, teplota rychle stoupá, bod varu materiálu je dosažen ve velmi krátké době a materiál se začíná vypařovat za vzniku páry.Tyto páry jsou vypuzovány vysokou rychlostí a v materiálu se vytváří štěrbina, zatímco je pára vypuzována.Výparné teplo materiálu je obecně velké, takže pro řezání laserovým zplyňováním je zapotřebí velký výkon a hustota výkonu.
Laserové řezání odpařováním se často používá pro řezání velmi tenkých kovových a nekovových materiálů.
3) Řezání tavením laserem
Když je laser roztaven a řezán, kovový materiál je roztaven laserovým ohřevem a poté je neoxidující plyn rozstřikován tryskou koaxiální se světelným paprskem a tekutý kov je vypouštěn silným tlakem plynu, aby se vytvořil štěrbina.Laserové tavení a řezání nemusí zcela odpařit kov a požadovaná energie je pouze 1/10 odpařovacího řezání.
Laserové řezání taveninou se používá především pro řezání některých neoxidovatelných materiálů nebo aktivních kovů.
4) Laserové řezání kyslíkem
Princip laserového řezání kyslíkem je podobný řezání kyslíkem a acetylenem.Využívá laser jako předehřívací zdroj tepla a jako řezný plyn využívá aktivní plyn, jako je kyslík.Na jedné straně působí vstřikovaný plyn na řezný kov, aby vyvolal oxidační reakci za uvolnění velkého množství oxidačního tepla;na druhé straně jsou roztavený oxid a tavenina vyfukovány z reakční zóny za vytvoření štěrbiny v kovu.Protože oxidační reakce během procesu řezání generuje velké množství tepla, energie potřebná pro laserové oxidační řezání je pouze 1/2 řezání taveniny a řezná rychlost je mnohem větší než řezání laserem s odpařováním a řezání tavením.
Laserové řezání kyslíkem se používá hlavně pro uhlíkovou ocel, titanovou ocel a tepelně zpracované kovové materiály, jako je tepelné zpracování.
5) Laserové kostky a kontrolní zlomenina
Laserové kostkování je skenování povrchu křehkého materiálu laserem s vysokou hustotou energie, takže materiál se teplem odpaří do malé drážky a poté se aplikuje určitý tlak a křehký materiál se popraská v malé drážce. .Lasery pro laserové rytí jsou obecně Q-spínané lasery a CO2 lasery.
Řízení lomu je strmé rozložení teploty generované laserovým gravírováním, které generuje místní tepelné napětí v křehkém materiálu, což způsobuje přerušení materiálu.
●Proces řezání laserem
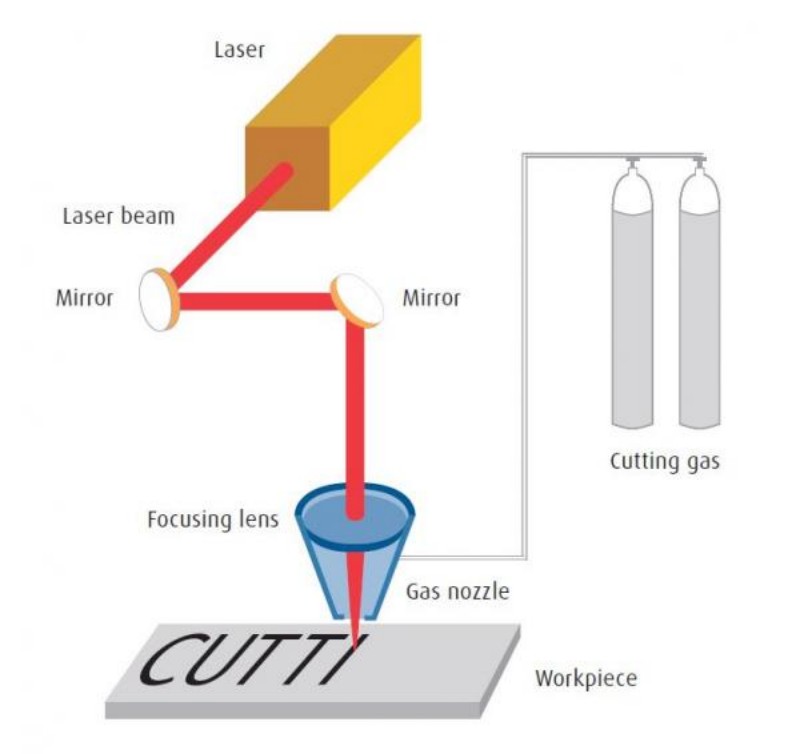
Proces řezání laserem zahrnuje několik kroků.Nejprve je laserový paprsek generován laserovým zdrojem a veden přes řadu zrcadel a čoček do řezací hlavy.Řezací hlava obsahuje zaostřovací optiku, která koncentruje laserový paprsek do malé velikosti bodu.Fokusovaný laserový paprsek je pak směrován na materiál, který má být řezán.
● Výhoda
1) Dobrá kvalita řezu
Laserové řezání může dosáhnout lepší kvality řezání díky malému laserovému bodu, vysoké hustotě energie a vysoké rychlosti řezání.
2) Vysoká účinnost řezání
Vzhledem k přenosovým charakteristikám laseru je laserový řezací stroj obecně vybaven více pracovními stoly s numerickým řízením a celý proces řezání může realizovat numerické řízení.Při provozu stačí změnit NC program, můžete použít řezání různých tvarů dílů, můžete provádět dvourozměrné řezání a můžete realizovat třírozměrné řezání.
3) Vysoká rychlost řezání
Řezání laserem nevyžaduje materiály pro upevnění přípravků, což šetří přípravky a šetří pomocný čas pro nakládání a vykládání.
4) Bezkontaktní řezání
Při řezání laserem nedochází ke kontaktu hořáku a obrobku a nedochází k opotřebení nástroje.Pro obrábění dílů různých tvarů není potřeba měnit 'nástroj', stačí změnit výstupní parametry laseru.Proces řezání laserem má nízkou hlučnost, nízké vibrace a žádné znečištění.
● Nevýhoda
Řezání laserem Vzhledem k omezení výkonu laseru a objemu zařízení může řezání laserem řezat pouze desky a trubky střední a malé tloušťky a rychlost řezání výrazně klesá s rostoucí tloušťkou obrobku.
Laserové řezací zařízení je drahé a vyžaduje jednorázovou investici.

 Česky
Česky Pусский
Pусский























