Zobrazení:164 Autor:Editor webu Čas publikování: 2024-06-21 Původ:Stránky

Řezání je proces řezání plechu na pásy nebo bloky před výrobou svitku.

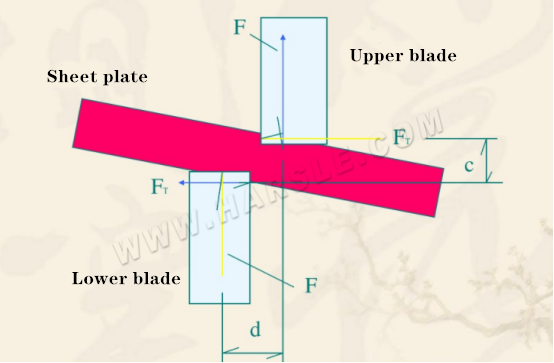
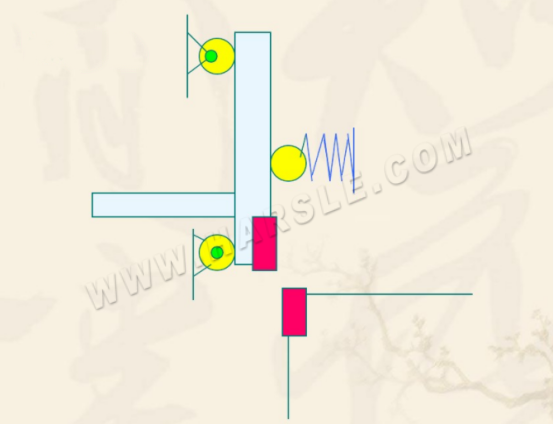
Schematické schéma procesu řezání
1—horní čepel; 2—listy; 3 – spodní čepel
● Když se provádí stříhání, nůžky jsou upevněny, horní nůžky se pohybují dolů, a když se stříhání začne, horní čepel nůžek přitlačí plech a dvojice střižných sil F a odpovídající krouticí moment Fd přitlačí stříhaný plech k rotaci, ale bude podroben procesu rotace. Strana nůžek blokuje dvojici bočních tahů FT a odpovídající moment FTc v druhé rovině nůžek. Směr brání otáčení listu. Když se smyk spustí, úhel plechu se zvětší s rostoucí hloubkou vtisku. A kroutící moment FTc se také zvyšuje, takže řezná hrana je stlačena do určité hloubky a je zde Fd = FTc, pak se stříhá materiál se nebude otáčet, dokud nebude ustřižen působením smykové síly.
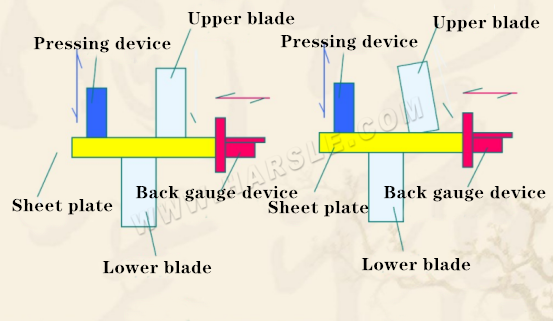
● Tento typ zařízení pro stříhání plechů se nazývá stříhací stroj.

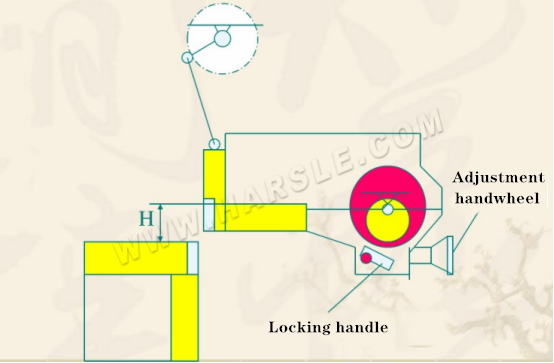
Obyčejný střihací stroj se obecně skládá z trupu, převodového systému, držáku nástroje, lisu, předního bloku, zadního bloku, podávacího zařízení, zařízení pro nastavení mezery nožů, zařízení osvětlovacího vedení, mazacího zařízení, elektrického ovládání zařízení atd. jehož hlavní součásti jsou strukturovány následovně.

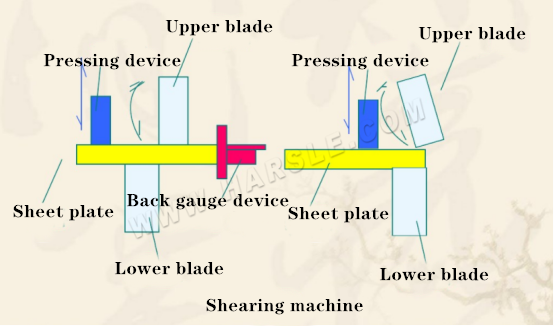
a) Gilotinový nůžkový stroj b) Dopředný naklápěcí nůžkový stroj c)、d) výkyvný nůžkový stroj
1—kovový plech 2—přítlačný kotouč 3—horní nůž 4—zařízení zadního dorazu 5—spodní nůž
Trup se obecně skládá z levého a pravého sloupu, pracovních stolů, nosníků a podobně.
Trup je rozdělen na odlitkovou kombinovanou konstrukci a celkovou svařovanou konstrukci.
Odlévací sestava konstrukce trupu většinou používá odlitky a součásti jsou spojeny kolíky a čepy.
Konstrukce tohoto trupu je těžká, tuhost špatná a obráběcí práce kloubové plochy také velká.
Ve srovnání s odlévanou konstrukcí má celková svařovaná konstrukce výhody lehčí kvality těla, dobré tuhosti a snadného zpracování.
V současné době se zvětšuje trup s integrovanou ocelovou plechovou svařovanou konstrukcí.
⑴ Tloušťka, materiálové vlastnosti a tvar střižného plechu by měly být koordinovány s metodou stříhání a střižným zařízením a nesmí být porušeny.
⑵Před řezáním upravte mezeru čepele podle tloušťky plechu a zkontrolujte, zda je řezná hrana ostrá.
⑶Upravte zařízení pro blokování materiálu podle velikosti střižné desky. Po úspěšném testu utáhněte šrouby a zkontrolujte a seřiďte je v sériové výrobě.
⑷Před použitím nůžek zkontrolujte, zda jsou spojka, brzdy a bezpečnostní zařízení stroje v pořádku.
⑸V případě provozu více osobami je nutné koordinovat a dodržovat bezpečné provozní postupy.
Po stříhání by měl střihací stroj zajistit přímost a rovnoběžnost stříhaného povrchu stříhaného plechu a minimalizovat deformaci plechu pro výměnu obrobku. Horní nůž nůžky je upevněn na držáku nástroje a spodní nůž je upevněn na pracovním stole. Na pracovním stole je namontována opěrná koule, aby nedocházelo k poškrábání plechu, když po něm klouže. Zadní doraz se používá pro polohování plechu a poloha se nastavuje motorem. Lisovací válec se používá ke stlačení plechu, aby se zabránilo pohybu plechu při stříhání. Zábradlí je bezpečnostní zařízení, které zabraňuje nehodám. Zpáteční cesta je obecně založena na dusíku, který je rychlý a má malý dopad.
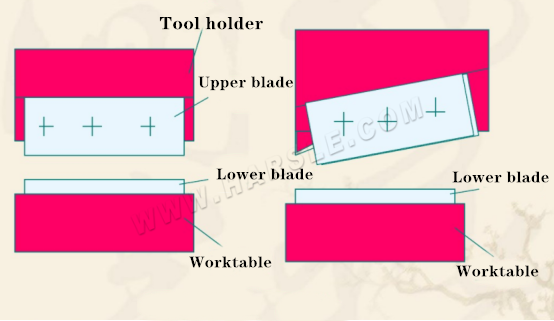
Plochá čepel je řezána a plech je v kontaktu s celou délkou horního a spodního řezného břitu. Střihová síla je velká, spotřeba energie je velká, vibrace jsou velké, ale kvalita řezu je dobrá, rovná a bez zkreslení. Řezání plochými čepelemi se většinou používá pro malé nůžky a řezání tenkých plechů a existuje mnoho mechanických převodů.
Střih šikmých hran je progresivní, okamžitá velikost střihu je menší než šířka desky a horní a spodní břity jsou úhly střihu (0,5-4°). Některé hydraulické nůžky jsou nastavitelné, což souvisí se střižnou silou a střižným zdvihem. Kvalita není tak dobrá jako u plochých nůžek, dochází ke zkreslení, ale smyková síla je malá a používá se ve velkých a středních nůžkách.
Stříhací stroj se dělí na dva typy podle režimu pohybu držáku nástroje: lineární a oscilační. Lineární čepel je obdélníková, čtyřstranná, odolná a musí být nastavena vůle ostří.
Tříbodové valivé vedení
Držák nástroje kyvadlové nůžky se otáčí kolem bodu, drsnost řezu je malá, rozměrová přesnost je vysoká, štěrbina je kolmá k rovině desky a držák nástroje je skříňový prvek:
Příklad modelu: QC11K-6*2500
●QC11K Hydraulické nůžky:
Nůžky se dělí na lineární typ a výkyvný typ podle režimu pohybu držáku nástroje. Lineární struktura je poměrně jednoduchá (jako brána, proto se také nazývá typ brány). Snadno se vyrábí, část čepele je obdélníková a čtyři strany lze použít jako čepel, takže je odolnější. Držák nástroje výkyvné nůžky při stříhání kmitá kolem pevného bodu. Výhodou je, že tření a opotřebení mezi horním a spodním břitem je malé, deformace čepele je malá a přesnost řezání je vysoká.
| Model | Stříhání Tloušťka (mm) | Děsivé Šířka (mm) | Mrtvice Times (řezy/min) | Zpětný doraz Rang (mm) | Stříhání Rybář (°) | Hlavní Moc (KW) | Celkově Dimensions (D׊×V) (mm |
| 6×2500 | 6 | 2500 | 16~35 | 20~600 | 30'~1°30 | 7.5 | 3200×1500×2100 |
| 6×3200 | 6 | 3200 | 14~35 | 20~600 | 30'~1°30 | 7.5 | 3900×1580×2150 |
| 6×4000 | 6 | 4000 | 10~30 | 20~600 | 30'~1°30 | 7.5 | 4700×1650×2250 |
| 6×5000 | 6 | 5000 | 10~30 | 20~800 | 30'~1°30 | 11 | 5700×1800×2380 |
| 6×6000 | 6 | 6000 | 8~25 | 20~800 | 30'~1°30 | 11 | 6700×2000×2650 |
| 8×2500 | 8 | 2500 | 14~30 | 20~600 | 30'~2° | 11 | 3200×1550×2150 |
| 8×3200 | 8 | 320 | 12~30 | 20~600 | 30'~2° | 11 | 3950×1750×2350 |
| 8×4000 | 8 | 4000 | 10~25 | 20~600 | 30'~2° | 11 | 4700×1800×2480 |
| 8×5000 | 8 | 5000 | 10~25 | 20~800 | 30'~2° | 15 | 5700×1950×2600 |
| 8×6000 | 8 | 6000 | 8~20 | 20~800 | 30'~2° | 15 | 6700×1980×2650 |
| 12×2500 | 12 | 2500 | 12-25 | 20~800 | 30'~2° | 15 | 3250×1680×2250 |
| 12×3200 | 12 | 320 | 12~25 | 20~800 | 30'~2° | 15 | 3980×1800×2550 |
| 12×4000 | 12 | 4000 | 8~20 | 20~800 | 30'~2° | 15 | 4800×1950×2650 |
| 12×5000 | 12 | 5000 | 8~20 | 20~1000 | 30'~2° | 22 | 5800×2150×2700 |
| 12×6000 | 12 | 6000 | 6~20 | 20~1000 | 30'~2° | 30 | 6800×2450×2900 |
| 16×2500 | 16 | 2500 | 12~20 | 20-800 | 30'~1°30° | 22 | 3280×1830×2520 |
| 16×3200 | 16 | 3200 | 12~20 | 20~800 | 30'~1°30° | 22 | 3950×1950×2650 |
| 16×4000 | 16 | 4000 | 8~15 | 20~800 | 30'~1°30° | 22 | 4800×1970×2700 |
| 16×5000 | 16 | 5000 | 8~15 | 20~1000 | 30'~1°30° | 30 | 5800×2250×2870 |
| 16×600 | 16 | 6000 | 6~15 | 20~1000 | 30'~1°30° | 37 | 6800×2450×3150 |
| 20×2500 | 20 | 2500 | 10~20 | 20~800 | 30'~3° | 30 | 3400×2260×2520 |
| 20×3200 | 20 | 3200 | 10~20 | 20~800 | 30'~3° | 30 | 4100×2300×2700 |
| 20×4000 | 20 | 4000 | 8~15 | 20~800 | 30'~3° | 30 | 4900×2500×2880 |
| 20×5000 | 20 | 5000 | 8~15 | 20~1000 | 30'~3° | 37 | 5900×2750×2980 |
| 20×6000 | 20 | 6000 | 6~15 | 20~1000 | 30'~3° | 37 | 6900×2850×3200 |
| 25×2500 | 25 | 2500 | 8~15 | 20~800 | 30'~3° | 37 | 3420×2400×2650 |
| 25×3200 | 25 | 3200 | 8~15 | 20~800 | 30'~1°30° | 37 | 4150×2500×2750 |
| 25×4000 | 25 | 4000 | 6~12 | 20~100 | 30'~1°30° | 37 | 4900×2600×2950 |
| 30×2500 | 30 | 2500 | 8~12 | 20~1000 | 30'~1°30° | 55 | 3450×2600×2750 |
| 30×3200 | 30 | 3200 | 8~12 | 20~1000 | 30'~4° | 55 | 4150×2700×2850 |
| 30×4000 | 30 | 4000 | 8~12 | 20~1000 | 30'~4° | 55 | 4900×2900×3100 |
| 40×2500 | 40 | 2500 | 4~10 | 20~1000 | 30'~4° | 55 | 4000×2950×3150 |
| 40×3200 | 40 | 3200 | 4~10 | 20~1000 | 30'~4° | 55 | 4900×3050×3680 |
●Tabulka činnosti solenoidového ventilu a technické požadavky

požadavek na dovednosti
● Maximální pracovní tlak hydraulického systému je 18Pa a tlak pojistného ventilu (4) je nastaven na 18MPa.
● Akumulátor (17) je naplněn tlakem dusíku 3-5 MPa a kulový ventil (14, manometr 16) má tlak oleje 8-14 MPa (upraveno podle stavu návratu nástroje).
● Normální rozsah pracovních teplot oleje v systému je 10-60 stupňů.
● Hydraulický systém využívá pracovní médium L-HM46 hydraulický olej proti opotřebení.
● Požadavky na čistotu hydraulického systému NAS11
●Model hydraulických dílů

● Hydraulický systém nůžek

●Spuštění olejového čerpadla a plnění oleje
Nejprve uzavřete ventil kulového válce 11 a uvolněte hlavní pojistný ventil 4 proti směru hodinových ručiček, aby se spustil motor olejového čerpadla, jádro ventilu ručního elektromagnetického ventilu YV11, nastavte ruční kolo hlavního pojistného ventilu 4 ve směru hodinových ručiček a sledujte hlavní hodnotu tlakoměru, dojde k zablokování tlaku po nastavení na tlak stanovený systémem při 17 MPa. Poté přepněte přepínač 'olejová náplň' na ovládacím panelu do polohy 'zapnuto', elektromagnetické ventily YV1, YV2, a YV4 jsou pod napětím, střihací stroj je naplněn olejem, držák nástroje klesá do spodního koncového bodu a kulový ventil 14 je otevřen pro plnění olejem. Během procesu sledujte hodnotu tlaku v akumulátoru tlakoměr 16 stoupne na 8 až 14 MPa (v závislosti na rychlosti zpětného chodu držáku nástroje), zavřete kulový kohout 14 a poté otočte přepínač 'olejová náplň' do polohy 'vypnuto'. Spodní spínač pedálu 'nahoru' horní držák je zvednut do polohy v horní úvrati, plnění oleje je dokončeno, kulový ventil 11 tlakového válce je otevřen a stroj může vstoupit do normálního provozu.
●Zastavte
Když je solenoidový ventil YV11 bez napětí, hydraulický olej je z olejového čerpadla → přepouštěcí ventil → návrat do palivové nádrže. V tomto okamžiku držák nástroje nefunguje.
Když je nožní spínač 'dolů', elektromagnetický ventil YV1 je pod napětím a hydraulický olej se vrací zpět do nádrže přes elektromagnetický ventil; olejové čerpadlo je vypouštěno přes ventily 10, 12 do horní komory válce 18, a olej ve spodní komoře válce 18 vstupuje do válce. V horní komoře 19 vstupuje spodní komora válce 19 do akumulátoru 17 pro vytvoření sériového olejového kanálu; druhý olej vstupuje do tlakového válce 7 přes kulový kohout 11. V tomto okamžiku se lisovací válec pohybuje dolů, aby přitlačil obrobek. Jak se tlak zvyšuje, tělo držáku nástroje překonává podpůrnou sílu spodní komory válce 19 a pohybuje se dolů spodní úvratě. Výpadek proudu YV1 a YV2 končí. Pracovní tlak olejového potrubí je řízen pojistným ventilem 4 a hodnota tlaku se odečítá z tlakoměru 9. Při sešlápnutí nožního spínače 'nahoru' olej olejového čerpadla se vrací do olejové nádrže přes přepouštěcí ventil 4, v tomto okamžiku je YV3 pod napětím, držák nástroje se vrací působením akumulátoru a tlakový válec je pod působením pružiny, kde olej prochází ventilem 6. Ventil 10 se vrátí do palivové nádrže a držák nástroje se zvedne do horní úvrati, aby se dokončil celý proces řezání.
Při čištění hydraulického systému zabraňte vstřikování oleje! Spodní kulový ventil 14 akumulátoru by měl být nejprve otevřen a uvolněn, aby držák nástroje spadl, a poté by měl být zkontrolován. Po dokončení generální opravy postupujte podle výše uvedeného pokyny pro 'Spuštění olejového čerpadla a plnění oleje'.
● Hluk olejového čerpadla
Olejové čerpadlo má velký odpor absorpce oleje. Zkontrolujte sací otvor, filtr a odstraňte ucpání.
Hladina oleje je nízká. Naplňte nádrž osou olejového okénka.
Viskozita oleje je velká. Vyměňte hydraulickou kapalinu.
Teplota oleje je příliš nízká. Spusťte olejové čerpadlo na chvíli na volnoběh, aby se zahřálo nebo nainstalovalo topení
● Rychlost řezání je příliš nízká
Olejové čerpadlo má nedostatek oleje. Kontrola olejového čerpadla
Netěsnost v systému. Zkontrolujte čerpadla, ventily, válce atd., jeden po druhém
Regulátor tlaku je mimo provoz. Servisní ventil.
Nedostatečný tlak. Nastavte tlak na 18 MPa.
● Přeběhový pohyb válce
Cesta nefunguje správně. Kontrolní blok a pojezdový spínač
● Teplota oleje je příliš vysoká
Olejové čerpadlo příliš netěsní. Opravte olejové čerpadlo.
Zpětné potrubí čerpadla je zablokované nebo není hladké. Opravte zpětné vedení.
Olej je špinavý. Vyměňte nebo vylepšete čistotu oleje.
● Nedostatečné řezání
Olejové čerpadlo nemůže vytvořit tlak. Opravte olejové čerpadlo.
Netěsnost nebo porucha systému a ventilu. Proveďte generální opravu ventilů a úniky oleje.
Solenoidový ventil YVI nelze vypnout. Zkontrolujte signály obvodu nebo zda není cívka zaseknutá.
● Olejový okruh nemůže vytvořit tlak a horní držák nástroje se nepohybuje.
Špatný kontakt elektrické zástrčky solenoidového ventilu. Zkontrolujte zástrčku.
Cívka solenoidového ventilu je zaseknutá nebo vytažená. Odstraňte broušení jádra ventilu.
V těsnění kuželky ventilu nejsou žádné nečistoty. Čištění.
Otvor škrticí klapky ve ventilu je ucpaný. Demontujte čištění.
● Návrat držáku nástroje je příliš pomalý
Solenoidový ventil nekomutuje. Opravte solenoidový ventil.
Akumulátor má nedostatečný tlak dusíku. Tlak dusíku je 3~5MPa.
Horní držák nástroje a lisovací válec nejsou sladěny. Zkontrolujte, zda elektromagnetický ventil lisovacího válce funguje správně.
● Držák nástroje při joggingu pomalu klesá
Špatné utěsnění kuželky zpětného ventilu. Po odstranění zpětného ventilu nalijte z jedné strany petrolej, abyste zkontrolovali těsnost; pokud prosakuje, vyměňte nebo obruste těsnicí plochu.
Horní a spodní komory válce jsou naolejovány. Zkontrolujte, zda je těsnění pístu dobré.
● Při návratu horního držáku nástroje nejsou oba válce synchronizovány
Vnitřní těsnění pístu válce je špatně spojeno s horní a spodní stranou oleje. Vyměňte těsnění pístu.
● Nápady na údržbu hydraulického systému
Selhání hydraulického systému musí být založeno na principu snadného a obtížného, prvního a druhého, vnitřního a vnitřního elektrického ovládání po hydraulickém ovládání.
Prohlédněte si hydraulické schéma a pochopte logický vztah akce. Nezačínejte naslepo.
Vztah mezi tlakem a průtokem je tlak generovaný průtokem pro analýzu příčiny poruchy.
Požádejte operátora, aby zjistil stav zařízení a anomálie, ke kterým došlo, když došlo k poruše.

 Česky
Česky Pусский
Pусский























