Zobrazení:409 Autor:Editor webu Čas publikování: 2024-04-18 Původ:Stránky
Proces ohýbání polotovar do určitého úhlu nebo určitého tvaru s mechanickým zařízením a nástroji se nazývá mechanické ohýbání.Podle různých typů ohýbacích zařízení a zpracovávaných materiálů lze mechanické ohýbání rozdělit na lisování a ohýbání plechů, válcování plechů, ohýbání plechů a tak dále.V procesu ohýbání lze podle toho, zda je polotovar zahřát, proces ohýbání rozdělit na ohýbání za studena a ohýbání za tepla.
K lisování a ohýbání plechu se používají lisy a další zařízení pro tlakové zpracování, aby se polotovar, který má být zpracován, podrobil plastické deformaci působením ohybového momentu prostřednictvím speciálního ohýbacího nástroje nebo obecného ohýbacího nástroje a ohýbání obrobku je dokončena v pracovní dutině matrice.K lisování a ohýbání plechu se používají lisy a další zařízení pro tlakové zpracování, aby se polotovar, který má být zpracován, podrobil plastické deformaci působením ohybového momentu prostřednictvím speciálního ohýbacího nástroje nebo obecného ohýbacího nástroje a ohýbání obrobku je dokončena v pracovní dutině matrice.Lisování a ohýbání plechů je důležitou součástí mechanického ohýbání a je také jednou z hlavních metod ohýbání plechů.Dokáže ohýbat zakřivené díly se složitějšími tvary a poměrně vysokou rozměrovou přesností.
Následující obrázek znázorňuje ohybovou deformaci plechu.Pro usnadnění pozorování si před ohýbáním označte na ohýbané části plechu počáteční čáru ohybu, střední čáru ohybu a koncovou čáru ohybu.Následující obrázek (a) a následující obrázek (b) jsou ohýbané díly po tvarování.

Deformace při ohýbání plechu
Z výše uvedeného obrázku (a) je vidět, že před ohýbáním se na řezu plošným materiálem tři čáry ab=a'b'=a'b' po ohnutí zkrátí vnitřní vrstva a vnější vrstva je protáhlá, a to: ab
Po ohnutí plechu se tloušťka v ohybové zóně obecně ztenčuje a dochází ke zpevňování za studena, takže se zvyšuje tuhost a materiál v ohybové zóně se jeví jako tvrdý a křehký.Pokud se tedy ohyb opakuje nebo je zaoblený roh příliš malý, snadno se zlomí v důsledku tahu, stlačení a zpevnění za studena.Při ohýbání by proto měl být omezen počet ohybů a poloměr rohu.
Na druhou stranu je ohýbání plechu stejné jako u jiných deformačních metod.Při ohýbání se vnější plocha plechu natáhne a vnitřní plocha se stlačí.Zatímco dochází k plastické deformaci, dochází také k deformaci elastické.Proto, když je vnější síla odstraněna, ohýbání vytváří úhel a poloměr odraz.Úhel odrazu se nazývá úhel odrazu.
Kontrola nebo snížení zpětného odpružení úhlu ohybu a poloměru ohybu ohýbaného dílu je důležitým obsahem pro získání přesnosti ohýbaného dílu a zajištění kvality ohýbaného dílu.Ve výrobním zpracování se řízení úhlu ohybu a poloměru ohybu zpětné pružiny obvykle dosahuje minimálním poloměrem ohybu a hodnotou zpětné pružiny ohybu.
⒈Minimální poloměr ohybu Minimální poloměr ohybu obecně odkazuje na minimální hodnotu vnitřního poloměru součásti, kterou lze získat metodou lisového ohýbání.Při ohýbání je minimální ohyb omezen maximální přípustnou tahovou deformací vnější vrstvy plechu.Pokud deformace překročí tento stupeň, plech popraská.
Během procesu ohýbání je poloměr ohybu příliš malý na to, aby způsobil ohybové trhliny, ale poloměr ohybu je příliš velký, plech bude zcela obnoven do původního rovného stavu díky zpětnému odpružení, v tomto okamžiku nemůže být poloměr ohybu větší než maximální poloměr ohybu Rmax:

⒉ Určení hodnoty zpětného odpružení ohybem se obecně určuje podle relativního poloměru ohybu r/t (r je vnitřní poloměr zaoblení ohýbané části, t je tloušťka polotovaru).
●Když rlt<(5~8), hodnota odskoku poloměru ohybu není velká, takže se bere v úvahu pouze odskok úhlu.
●Když r/t≥10, v důsledku relativně velkého poloměru ohybu se odrazí nejen úhel obrobku, ale i poloměr ohybu má větší odskok.
Proces ražení a ohýbání může dokončit zpracování složitějších tvarových dílů a vyrobené díly mají výhody vyšší přesnosti a dobré konzistence produktu.Pro zlepšení kvality ohýbání a zjednodušení výroby forem existují v následujících aspektech specifické požadavky na zpracovávané ohýbané díly.
⒈Poloměr zaoblení ohýbané části by neměl být příliš velký ani příliš malý.Pokud je poloměr zaoblení příliš velký, není snadné zaručit úhel ohybu a poloměr zaoblení součásti vlivem zpětného odpružení.Pokud je poloměr zaoblení příliš malý, protože se snadno ohýbá a praská, je třeba jej ohnout dvakrát nebo vícekrát, to znamená předem ohnout do rohu s větším poloměrem zaoblení a poté ohnout na požadovaný poloměr ohybu, čímž se prodlužuje výrobní cyklus.To také přináší nevýhody ohýbacích prací.
⒉Když je relativní poloměr ohybu r/t<0,5~1, linie ohybu by měla být kolmá na směr válcovaných vláken materiálu.Pokud mají díly různé směry ohybu, měl by být úhel mezi linií ohybu a směrem válcovaného vlákna udržován na 45°.
⒊Výška ohybu ohýbané části by neměla být příliš malá a její hodnota je h>r+2t (viz obrázek níže).V opačném případě, protože nosná plocha příruby na formě nestačí, není snadné vytvořit dostatečný ohybový moment a je obtížné získat díl s přesným tvarem.Pokud výška příruby neodpovídá výše uvedenému rozsahu, je třeba provést obecně technická opatření, tj. nejprve přírubu prodloužit a poté po ohnutí odříznout přebytečnou část.

⒋U dílů se zakřiveným stupňovitým tvarem, protože je lze snadno roztrhnout u kořene zaoblených rohů, by měla být délka B neohnutého dílu zkrácena, aby vycházel mimo linii ohybu.Pokud není dovoleno zmenšit délku dílu, je třeba vyříznout drážku mezi ohnutou částí a neohnutou částí, jak je znázorněno na obrázku.
⒌U dílů se zářezy na zakřivených hranách by se zářezy neměly dělat předem a po vytvoření se odříznou.Tímto způsobem se může vyhnout jevu vidlic nebo problémů s tvářením během procesu ohýbání.

⒍Když je plech s otvory ohnut, měla by být zajištěna vzdálenost I od okraje otvoru ke středu poloměru ohybu: když t<2mm;l≥t, když t≥2 mm, l≥2t.Pokud se otvor nachází v ohybové deformační zóně, dojde ke zkreslení tvaru otvoru.
⒎Tvar a velikost ohýbaných částí by měly být pokud možno symetrické.Aby bylo zajištěno, že materiál je při ohýbání vyvážený a nedochází k prokluzování, měly by být ohýbané části r=r2, r3=r4.

Určení polohy očka ohýbacího dílu
Symetrické ohýbané díly
⒏Sekce polotovaru získaná stříháním nebo děrováním má často otřepy, takže je snadné způsobit koncentraci napětí během ohýbání.Proto by měl být otřep před ohýbáním zapilován a zároveň by strana otřepu měla být v kompresní zóně blízko razníku a následně ohnout, aby se zabránilo prasklinám na vnějším okraji součásti.

Existuje mnoho typů ohýbacích nástrojů.Podle různých tvarů zpracovávaných ohýbacích dílů lze ohýbací nástroje rozdělit na ohýbací nástroje ve tvaru V, ohýbací nástroje ve tvaru U a ohýbací nástroje ve tvaru několika.Podle toho, zda forma používá lisovací zařízení a její pracovní vlastnosti, lze ohýbací nástroje rozdělit na otevřený typ, s lisovacím zařízením, kyvadlový typ, kyvadlový hřídelový typ atd. Běžné typy a konstrukce ohýbacích forem jsou následující.
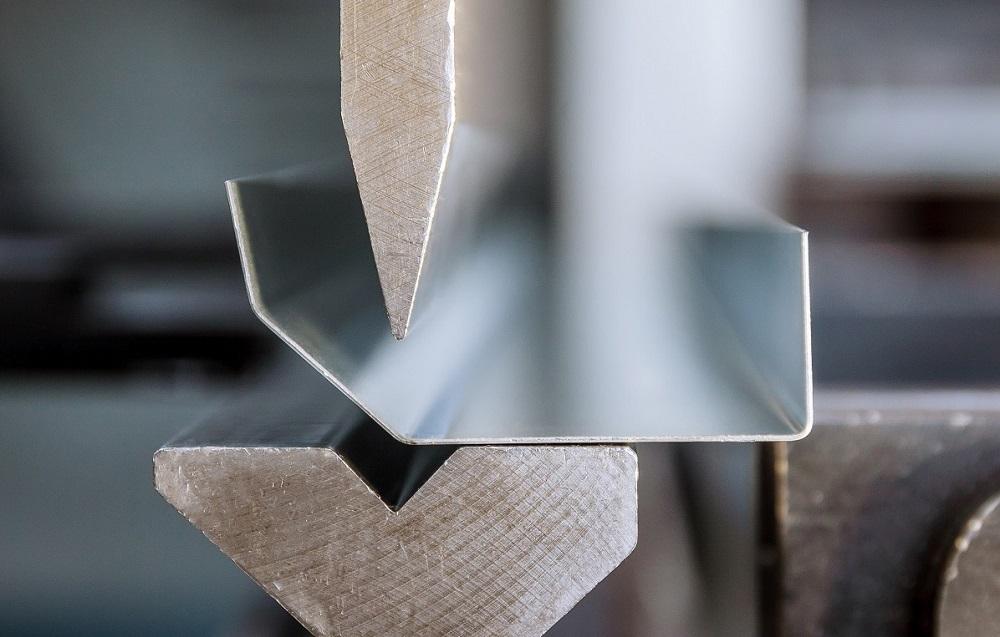
⒈V.Otevřené ohýbací formy ve tvaru U, které dokončí proces ohýbání jedním děrovacím zdvihem lisu, se nazývají jednoprocesové ohýbací formy.Struktura otevřené ohýbací formy může dokončit zpracování jednoduchých ohýbaných dílů s nízkými požadavky na tvar ohybu a rozměrovou přesnost.Níže uvedený obrázek ukazuje otevřenou ohýbací konstrukci zápustky částí ve tvaru V a U, což je nejjednodušší forma konstrukce zápustky.

Otevřená ohýbací matrice pro díly ve tvaru U a V
Horní a spodní formy celé sady forem jsou otevřeného typu, vhodné na výrobu a mají velkou všestrannost.Když se však forma používá k ohýbání, listový materiál se snadno posouvá, délka strany ohýbané části není snadno ovladatelná a přesnost ohýbání obrobku není snadná.Spodní část dílu ve tvaru U je vysoká a nerovná.
⒉ Pro zlepšení přesnosti ohýbání ohýbaných dílů a zabránění klouzání ohýbaného polotovaru lze použít konstrukci ohýbací matrice s lisovacím zařízením, jak je znázorněno na
postava.
Na obrázku (a) je tyč 3 vyhazovače pružin přítlačné zařízení používané k zabránění vychýlení polotovaru během ohýbání.Na obrázku (b) je nastaveno lisovací zařízení.Při lisování se polotovar lisuje na lisovník 1 a lisovací desku.3. Postupně klesá, nestlačený materiál na obou koncích klouže a ohýbá se podél kulatých rohů vnější formy, vstupuje do mezery mezi vnitřní formou a vnitřní formou a ohýbá díly do tvaru U.Protože plošný materiál je během procesu ohýbání vždy pod tlakem mezi lisovníkem 1 a přítlačnou deskou 3, může být lépe řízena rovinnost dna kusu ve tvaru U a může být lépe zaručena přesnost ohýbání.

Ohýbání dílů ve tvaru V a U lisovacím zařízením
⒊Schéma půlkruhové ohýbací formy ukazuje strukturu půlkruhové ohýbací formy.Při práci vložte polotovar mezi polohovací desky tak, aby se nemohl volně pohybovat.Když je lis dole, razník klesne do určité polohy, aby se dotkl povrchu materiálu.Když razník nadále klesá, polotovar se začne ohýbat a zaoblení rg klouže.Současně se vyhazovač 8 pohybuje dolů a stlačuje pružinu.Jak se razník posouvá, polotovar je ohýbán a tvarován a pružina je stlačována pro uložení energie.Když se razník zvedne, vyhazovací kolík použije pružnou sílu pružiny k přidržení dílu Vysunutí.

Ohýbací matrice pro půlkruhové díly
Aby byla zajištěna rovnováha síly při ohýbání polotovaru, měl by být poloměr r zaoblení na obou stranách matrice 5 stejný.Zápustka je upevněna na spodní základně 7 pomocí dvou polohovacích kolíků a čtyř šroubů.Forma má dvě polohovací desky 4 ve tvaru U.
⒋ Forma na ohýbání řetízku na knedlíky Obrázek 7-35 ukazuje formu na ohýbání řetízku na knedlíky.Mezi nimi: Obrázek (a) je předohýbací forma knedlíkového řetězu, to znamená, že rovný prázdný konec je předem ohnutý do oblouku a pak se provádí následné zaoblování;Obrázek (b) je vertikální forma na ohýbání řetězu knedlíků, má výhody jednoduché konstrukce a snadné výroby.Používá se především pro válcování silnějších a kratších dílů s nízkými požadavky na kvalitu tváření;Obrázek (c) ukazuje horizontální formu na ohýbání řetězu knedlíků, která používá šikmý klín 3 k tlačení válcování. Konkávní forma 4 je ohýbána a válcována v horizontálním směru a konvexní forma 1 také hraje roli lisování materiálů.Kvalita tváření dílů je lepší, ale struktura formy je složitější.Pro dvě struktury forem, pokud jsou přísné požadavky na kvalitu zaoblení, by se mělo použít zaoblení s trnem.

Ohýbací matrice pro díly závěsů
Obecně řečeno, když r/t>0,5 (r je poloměr cívky) a kvalita cívky je vysoká, měly by být použity dva postupy předběžného ohýbání a poté cívka;když r/t=0,5~2,2, ale svitek Když jsou požadavky na kvalitu kulatého kruhu obecné, kruh může být válcován s jedním předohybem;když rlt ≥ 4 nebo jsou na náboj přísnější požadavky, měl by se použít náboj s trnem.
⒌Ohýbací formy pro uzavřené a polouzavřené ohýbané díly Ohýbací formy pro uzavřené a polouzavřené ohýbané díly jsou složitější a do ohýbacích forem se většinou používají kyvadlové bloky a šikmé klínové konstrukce.Obrázek (b) je jednorázově přímo ohnutá struktura ohýbací matrice typu kyvadla válcové části typu svěrky znázorněné na obrázku (a), protože proces ohýbání je dokončen otáčením pohyblivé matrice 12 kolem trnu 11 , takže se tomu říká swing bending die.Struktura formy pro ohýbání kyvného bloku může dokončit zpracování ohýbaných polouzavřených a uzavřených ohýbaných dílů.

Zápustka pro ohýbání kyvadla
Jednorázové přímé ohýbání do struktury kyvné ohýbací čelisti válcové části typu svorky, jak je znázorněno na obrázku (a).Protože proces ohýbání je dokončen otáčením pohyblivé matrice 12 kolem trnu 11, nazývá se ohýbací forma.Struktura formy pro ohýbání kyvného bloku může dokončit zpracování ohýbacích polouzavřených a uzavřených ohýbaných dílů.
Když forma pracuje, polotovar se umístí do polohovací drážky na pohyblivé matrici 12. Když se horní forma pohybuje dolů, jádro 5 nejprve ohne polotovar do tvaru U a potom jádro 5 přitlačí pohyblivou matrici 12, aby ji otočilo. směrem ke středu pro ohnutí obrobku.Po zvednutí horní formy je pohyblivá konkávní forma 12 zvednuta a oddělena horním sloupkem 10 působením pružiny 9. Obrobek zůstává na jádru 5 a je vyjmut podélně.
Na následujícím obrázku je znázorněna konstrukce ohýbacího průvlaku se šikmým klínem pro uzavřené a polouzavřené ohýbané díly s úhlem ohybu menším než 90°.

Ohýbací matrice se šikmým klínem s úhlem ohybu menším než 90 stupňů
Když forma pracuje, polotovar se nejprve působením razníku 8 stlačí do části ve tvaru U. Když se horní šablona 4 dále pohybuje směrem dolů, pružina 3 se stlačí a dva šikmé klíny ⒉ se namontují na horní šablona 4 tlačí na válec 1, což způsobí, že se pohyblivé konkávní moduly 5 a 6 s válečkem 1 posunou do středu., Ohněte obě strany kusu ve tvaru U dovnitř do úhlu menšího než 90°.Když se horní forma vrátí, pružina 7 resetuje samičí modul.Protože konstrukce formy spoléhá na pružnou sílu pružiny 3, aby stlačila polotovar do kusu ve tvaru U, omezeného silou pružiny, je vhodná pouze pro ohýbání tenkých materiálů.
Aby byla zajištěna kvalita ohýbaných dílů, měly by být při formulaci procesu ohýbání a návrhu souvisejících ohýbacích nástrojů stanoveny následující parametry procesu.
⒈Výpočet ohýbací síly: Ohýbací síla se vztahuje na tlak vyvíjený lisem, když obrobek dokončí předem určený ohyb.Ohybová síla zahrnuje volnou ohybovou sílu a korekční ohybovou sílu.
●Výpočet volné ohybové síly: Ohybová síla F během volného ohýbání se vztahuje k ohybové síle potřebné pro ohybovou deformaci plechu.

Kde F volná ohybová síla bez ohybové síly na konci lisovacího zdvihu, N;
K——bezpečnostní faktor, obecně platí K=1,3;
b——šířka ohýbané části, mm;
t——tloušťka ohýbaného materiálu, mm;
r——vnitřní ohybová polovina ohýbané části, mm;
Mez pevnosti materiálu, MPa.
●Výpočet korekční ohybové síly: Protože korekční ohybová síla je při opravě ohybu mnohem větší než tlaková ohybová síla a obě síly působí jedna po druhé, je třeba vypočítat pouze korekční sílu.Korekční síla F dílů ve tvaru V a dílů ve tvaru U se vypočítá podle následujícího vzorce F korekční ohybová síla = Ap
Kde F——ohybová síla při korekci ohybu, N;
A——Svislá projekční plocha korekční části, mm2;
p——korekční síla na jednotku plochy, MPa, zvolte podle tabulky.
| Materiál | Tloušťka t/mm | |
| ≤3 | >3~10 | |
| Al | 30~40 | 50~60 |
| Mosaz | 60~80 | 80~100 |
| 10~20 Ocel | 80~100 | 100~120 |
| 25~35 Ocel | 100~120 | 120~150 |
| Titanová slitina TA2 | 160~180 | 180~210 |
| Titanová slitina TA3 | 160~200 | 200~260 |
●Výpočet vyhazovací síly nebo vypouštěcí síly: Když je ohýbací nástroj vybaven vyhazovacím zařízením nebo vyhazovacím zařízením, vyhazovací síla F nebo vypouštěcí síla F může být přibližně 30 % volné ohybové síly~ 80 %.
●Určení tonáže lisu: tonáž lisu se určuje samostatně podle dvou podmínek volného ohýbání a korekčního ohýbání.
Při volném ohýbání, s ohledem na vliv vyhazovací síly nebo vykládací síly během procesu ohýbání, je tonáž F lisu F tonáž lisu ≥ (1,3~1,8) F volná ohybová síla.
Při korekci ohybu je korekční síla mnohem větší než vyhazovací síla a vykládací síla.Hmotnost horní části F nebo vyložení F je zanedbatelná, takže tonáž lisu je tonáž lisu F ≥ F korigující ohybovou sílu.
⒉Určení mezery ohýbací zápustky Velikost mezery Z mezi průbojníkem a zápustkou má velký vliv na tlak potřebný k ohýbání a kvalitu dílů.
Při ohýbání obrobku ve tvaru V se mezera mezi konvexní a konkávní formou řídí nastavením uzavírací výšky lisu, takže není potřeba určovat mezeru na konstrukci formy.
Při ohýbání obrobků ve tvaru U je třeba zvolit vhodnou mezeru.Velikost mezery má velký vztah ke kvalitě obrobku a ohýbací síle.Pro obecné ohýbané díly lze mezeru získat z tabulky nebo přímo získat následujícím přibližným výpočtovým vzorcem.
Při ohýbání neželezných kovů (červená měď, mosaz), Z=(1~1,1)t
Při ohýbání oceli=(1,05~~1,15)t
Když je přesnost obrobku vysoká, měla by být hodnota mezery přiměřeně snížena, přičemž se bere Z=t.Ve výrobě, kdy není požadováno, aby tloušťka materiálu byla tenčí, aby se snížilo odpružení atd., vezměte také zápornou mezeru, vezměte Z=(0,85 ~0,95)t.
⒊Výpočet velikosti pracovní části ohýbacího nástroje Konstrukce pracovní části ohýbacího nástroje slouží především k určení poloměru zaoblení konvexní a konkávní formy a velikosti a výrobní tolerance konvexních a konkávních forem.
Poloměr rohu razníku je obecně o něco menší než poloměr vnitřního rohu zakřivené části.Poloměr rohu na vstupu matrice by neměl být příliš malý, jinak by došlo k poškrábání povrchu materiálu.Hloubka matrice by měla být přiměřená.Pokud je příliš malý, bude na obou koncích obrobku příliš mnoho volných dílů a ohnutý díl se bude silně odrážet a nebude rovný, což ovlivní kvalitu dílu;pokud je příliš velký, spotřebuje více zápustkové oceli a vyžaduje delší zdvih lisu.
Velikost tloušťky zápustky H a hloubka drážky je určena pro ohýbání dílů ve tvaru V.Struktura matrice je znázorněna na obrázku.Velikost tloušťky zápustky H a hloubka drážky je určena v tabulce.

Schematický diagram struktury formy zakřiveného dílu ve tvaru V
Určení rozměrů H a h zakřivené části ve tvaru V.
| Tloušťka | <1 | 1~2 | 2~3 | 3~4 | 4~5 | 5~6 | 6~7 | 7~8 |
| h | 3.5 | 7 | 11 | 14.5 | 18 | 21.5 | 25 | 28.5 |
| H | 20 | 30 | 40 | 45 | 55 | 65 | 70 | 80 |
Poznámka:
1. Když je úhel ohybu 85°~95°, L1=8t, r konvexní=r1=t.
2. Když k (malý konec) ≥ 2t, hodnota his vypočtená podle vzorce h=L1/2-0,4t.
●Určení poloměru a hloubky zaoblení ohybu Určení poloměru zaoblení r konkávní a hloubky L0 ohybů tvaru V a U je znázorněno na obrázku a v tabulce níže.

Velikost struktury ohýbací matrice
●Výpočet pracovní velikosti ohýbacího razníku a matrice.
Když obrobek potřebuje zajistit vnější rozměry, vezměte jako referenci konkávní formu a na razníku se vezme mezera;pokud je obrobek označen vnitřními rozměry, vezměte razník jako referenční a mezera se vezme na konkávní formu.
Když obrobek potřebuje zajistit vnější rozměry, velikost konkávní formy L a velikost razníku L konvexní se vypočítá podle následujících vzorců:

Když má být zaručen vnitřní rozměr obrobku, velikost razníku L konvexní a velikost konkávní matrice L konkávní se vypočítá podle následujících vzorců:

Použitím ohýbacích forem lze dokončit zpracování různých poměrně složitých tvarů.Mezi nimi je design ohýbací formy klíčem k zajištění tvaru, velikosti a přesnosti ohýbaných dílů.Z tohoto důvodu je třeba při návrhu a aplikaci ohýbací formy věnovat pozornost následujícím náležitostem.
⒈Pro hospodárnou a rozumnou výrobu kvalifikovaných ohýbaných dílů se obvykle vyžaduje, aby úroveň rozměrové tolerance ohýbaného dílu byla lepší než IT13 a úhlová tolerance by měla být větší než 15'.Následující tabulka ukazuje úrovně tolerance, kterých lze dosáhnout pro různé rozměry lisovaných a ohýbaných dílů.
Úhlové tolerance obecných ohýbaných dílů jsou uvedeny v tabulce.Přesné úhlové tolerance v tabulce lze dosáhnout pouze přidáním tvarovacích postupů.

| Tloušťka t/mm | A | B | C | A | B | C |
| Hospodárný | Přesnost | |||||
| ≤1 | IT13 | IT15 | IT16 | IT11 | IT13 | IT13 |
| >1~4 | IT14 | IT16 | IT17 | IT12 | IT13~14 | IT13~14 |
Třída tolerance ohýbaných dílů
| Krátká strana ohýbané části | >1~6 | >6~10 | >10~25 | >25~63 | >63~160 | >160~400 |
| Hospodárný | ±1°30'~±3° | ±1°30'~±3° | ±50'~±2° | ±50'~±2° | ±25'~±1° | ±15'~±30' |
| Přesnost | ±1° | ±1° | ±30' | ±30' | ±20' | ±10' |
⒉Vytvoření správného a rozumného plánu procesu ohýbání je předpokladem pro zajištění kvality ohýbaných dílů.Obecně se při formulování plánu procesu ohýbání u jednoduchých tvarovaných ohýbaných dílů uvažuje především jednorázové tváření.V tomto okamžiku by mělo být hlavní hledisko, zda uspořádání procesu může zaručit obrobek. Je požadován tvar, velikost a úroveň tolerance;pro zakřivené díly se složitějšími tvary se obecně používají dva nebo více ohybů.U zvláště malých obrobků by se měla co nejvíce používat sada složitých forem, což je užitečné pro řešení bezpečnostních problémů polohování a provozu ohýbaných dílů.Je také možné použít pásy, svitky atd. k použití progresivních forem.U vícenásobných ohýbaných dílů obecně nejprve ohněte rohy dvou konců a poté ohněte rohy střední části a předchozí ohýbání musí brát v úvahu spolehlivé umístění následného ohýbání.Toto ohýbání neovlivňuje dříve vytvořený díl.U lisování dílů s velkým počtem rohů a časů ohybu a lisování dílů s asymetrickými tvary je třeba věnovat pozornost spolehlivosti použitého procesu.Při děrování dílů s otvory nebo výřezy věnujte pozornost chybám velikosti, které jsou zvláště pravděpodobně způsobeny nebo se objevují v důsledku účinku ohýbání.V této době je nejlepší po ohnutí děrovat a řezat.Také ohýbání velkých tlustých desek se často provádí na lisu, pokud jde o formy nebo pneumatiky.V tomto okamžiku by měl proces ohýbání brát v úvahu především hospodárnost, rozumnost a dobrou provozuschopnost a udržovatelnost.
⒊Při návrhu ohýbací formy je nutné zkombinovat technologii zpracování ohýbaných dílů, pečlivě analyzovat problémy, které se pravděpodobně vyskytnou v procesu ohýbání struktury zpracovávaných dílů, a přijmout odpovídající opatření při návrhu formy, tak že navržená struktura formy může splňovat požadavky na zpracování.Například: Při ohýbání pod jedním úhlem je kvůli nevyvážené ohýbací síle během procesu ohýbání plech náchylný ke sklouznutí.Proto by ve struktuře formy měla být protiskluzová opatření.Následující obrázek ukazuje opatření často používaná při zpracování dílů ohýbaných do ostrého úhlu: Obrázek (a) je běžně používané polohování s využitím stávajících otvorů na desce nebo přidáním procesních otvorů;Obrázek (b) používá polohovací blok formy, aby se zabránilo bočnímu pohybu a spolupracovalo se silnou lisovací hranou. Síla řídí možné prokluzování způsobené ohýbáním součásti;a Obrázek (c) využívá silnou přítlačnou sílu formy a současně využívá nakloněný klín k ohýbání.Protože proces ohýbání je hladký a jemný, přesnost ohýbaného dílu je lepší a může lépe kontrolovat odskok ohybu.

Protiskluzová struktura ohýbací matrice
Protiskluzová struktura výše uvedené ohýbačky je vhodná pro veškeré ohýbání v jednom úhlu.Pro zvýšení obstrukčního účinku lisovací desky na plošný materiál lze kromě zvýšení síly pružiny, pokud dílec nevyžaduje vysokou kvalitu povrchu, často provést následující opatření.Obrázek (a) ukazuje instalaci ostré bolesti ve vypouštěcím bloku spodní formy.Ostrý úhel 60° vyčnívá z roviny lisovacího bloku o 0,1 až 0,25 mm a plech je lisovníkem přitlačen na ostrý roh.Výška vyčnívajícího hrotu se nastavuje šroubem se závitem na hlavě a aretuje se maticí s vnějším závitem;Obrázek (b) je přidat špičatý kolík na pružinovou přítlačnou desku horní formy, a když je materiál ohnut a stlačen, je zaklíněn do desky, aniž by se deska posouvala.

Způsoby zvýšení přítlačné síly
Běžně používaný tvar lisovacího kolíku je znázorněn na obrázku:

Běžná forma lisovacího kolíku
Obrázek (a) má zaklínovat vnější hranu ostré hrany do povrchu desky a hloubka klínu je pod 0,12 mm;Obrázek (b) je dorazový kolík s čepelí b, efekt je lepší, pro zabránění otáčení kulatého kolíku lze použít jiný. Kulatý kolík brání otáčení dlouhou drážkou c.Obrázek (c) je špendlík s vyraženým vzorem na hlavě.Používá se pro příležitosti, kdy se plošný materiál příliš nepohybuje, ale po použití není na plechu patrná prohlubeň;obrázek (d) se používá V případě velkého pohybu plošného materiálu je ostrý klín e 8°-12°, úhel reliéfu 25°-30° a dlouhá drážka f slouží také k zabránění otáčení šroubu.
Dalším příkladem je ohýbání asymetrických polygonálních ohýbaných dílů, pokud se ohýbací matrice znázorněná na následujícím obrázku (a) používá k ohýbání, když je lisovník stlačen, bod B se nejprve dotkne materiálu, což je způsobeno nerovnoměrnou silou na polotovar.Offset a potom kontakt C-bodu způsobí ohnutí polotovaru obousměrným tlakem.Když razník nadále klesá, protože bod B je ovlivněn třecím odporem bodů A a C, materiál v rohu B se silně natáhne a zlomí, takže rozměrovou přesnost dílu nelze zaručit.Pokud se použije způsob ohýbání znázorněný na následujícím obrázku (b), to znamená, že se pracovní části konvexních a konkávních forem uvedou do nakloněné polohy, lze výše uvedené vady překonat.Je to proto, že bod materiálové síly B je umístěn na svislé středové čáře a středový bod tlaku D přesně rozděluje AC (tj. AD=DC).Proto při stlačení razníku jsou síly v bodech A a C stejnoměrné a stejné, což zabraňuje posunutí polotovaru a zároveň se změní natažený stav materiálu v rohu B, čímž se zajistí kvalita dílu.

Metoda ohýbání asymetrických polygonálních ohýbaných dílů
⒋Je nutné pečlivě analyzovat požadavky na zpracovatelský materiál a kvalitu povrchu ohýbaných dílů.Pro neželezné kovy s vysokými požadavky na kvalitu povrchu a náchylné k poškození by měla být pro zajištění kvality dílů a životnosti formy stanovena vhodná metoda zpracování a měla by být navržena odpovídající struktura formy.Obecně je dostupná struktura formy následující.
Následující obrázek (a) je struktura formy s válečky přidanými do konkávní formy pro snížení tření a ochranu zakřiveného povrchu;následující obrázek (b) je struktura formy pouze s válci;následující obrázek (c).

Struktura ohýbací matrice pro ochranu zakřiveného povrchu
Jedná se o ohýbací matrici s pákou.Protože je eliminováno tření, pomáhá chránit zakřivený povrch.Lze jej použít pro ohýbání obrobků s přírubou nebo bez ní.
Při ohýbání silných a tvrdých plechů by ohýbací nástroj měl mít tvar šikmého úhlu znázorněný na obrázku (a).Konkávní ústí matrice je nakloněno asi o 30° a mezera mezi matricí a konvexní matricí je 3t a poté zaoblený roh a rovná rovina plynule přecházejí, kde: rd=(0,5~2)t, rd2=( 2~4)t.V případě potřeby lze přechodovou část formy vyrobit také do geometrických tvarů, jako je parabola, které lze snadno zasunout do dutiny, takže odpor toku materiálu je malý, průtok je stabilní, plocha kontaktu s dutinou se zvětší a tlakové napětí dutiny se sníží.Zaoblené rohy zápustky nejsou náchylné k aglomeraci a na obrobku se nevytváří žádné pnutí, což zlepšuje kvalitu tváření ohýbaného dílu a životnost zápustky.Pro silné ohýbání neželezných kovů, aby se zabránilo tomu, že obrobek a ústí matrice během ohýbání brousí drážky a způsobí vychýlení desky, lze k ohýbání použít válečkové matrice zobrazené na obrázku (b).Při práci se po umístění polotovaru mezi polohovací čepy razník posune dolů a polotovar se hladce ohne ke spodnímu bloku mezi válečky.Hloubka konkávní formy je ((8~12)t a lze použít zápornou mezeru (0,9~0,95)t. Metoda velkého nárazu pro snížení odrazu.

Ohýbací matrice pro ochranu tlustého plechu ohýbání
Pro ohýbání kovu, aby se zabránilo tomu, že obrobek a ústí matrice během ohýbání vybrousí drážky a způsobí průhyb plechového materiálu, lze k ohýbání použít válečkové matrice zobrazené na obrázku (b).Při práci se po umístění polotovaru mezi polohovací čepy razník posune dolů a polotovar se hladce ohne ke spodnímu bloku mezi válečky.Hloubka konkávní formy je ((8~12)t a lze použít zápornou mezeru (0,9~0,95)t. Metoda velkého nárazu pro snížení odrazu.
Kromě toho pro ohýbání neželezných kovů by měly být kulaté rohy matrice neustále hladké a čisté a tepelně zpracovány na 58-62 HRC.Pro ohýbání nerezové oceli je pracovní část matrice nejlépe navržena jako vložka a vyrobena z hliníkového bronzu.

Ohýbání neželezných kovů
⒌ U dílů ve tvaru V, U, Z a dalších ohýbaných dílů s jednoduchými tvary, více variantami a malými výrobními dávkami, které se objevují ve výrobě, lze zkrátit výrobní cyklus formy a snížit výrobní náklady produktu obecně ohýbací formy. použít k dokončení zpracování dílů.
⒍Na lisu se používá obecná struktura ohýbací matrice pro ohýbání dílů ve tvaru V a U.Charakteristickým znakem tohoto druhu formy je, že dvě konkávní formy 7 mohou být přizpůsobeny tak, aby vytvořily čtyři úhly, a mohou být přizpůsobeny čtyřem druhům konvexních forem s různými úhly pro ohýbání částí ve tvaru V a U s různými úhly.
Při práci je polotovar polohován pomocí polohovací desky 4 a polohovací desku lze nastavovat tam a zpět a doleva a doprava podle velikosti polotovaru.Konkávní forma 7 je instalována v základně 1 formy a upevněna šrouby 8. Konkávní forma a šablona jsou zpracovány do přechodového uložení H7/m6, aby byla zajištěna kvalita ohybu a přesnost obrobku.Poté, co je obrobek ohnut, může být vyhazovací tyčí ⒉ vyhozen přes nárazník, aby se zabránilo ohnutí spodního povrchu obrobku.
Obrázek níže ukazuje obecnou strukturu ohýbací matrice pro ohýbání dílů ve tvaru U.
Pracovní části celé sady forem mají pohyblivou strukturu, aby se přizpůsobily zpracování dílů s různými šířkami, různými tloušťkami a různými tvary (U, několik tvarů).Dvojice pohyblivých konkávních forem 14 je instalována v objímce 12 formy a pracovní šířka dvou konkávních forem může být nastavena na vhodnou velikost nastavením šroubu 8 podle šířky různých ohýbaných částí.Dvojice vyhazovacích bloků 13 je vždy v blízkosti konkávní matrice působením pružiny 11 a hraje roli při lisování a vyhazování materiálu přes opěrnou desku 10 a vyhazovací tyč 9. Dvojice hlavních razníků 3 je instalována v speciální rukojeť formy 1 a pracovní šířku razníků lze nastavit pomocí šroubů 2.

Při ohýbání dílů je potřeba také sekundární razník 7 a výšku sekundárního razníku lze nastavit šrouby 4, 6 a šikmým horním blokem 5. Při ohýbání tvaru U lze jej nastavit do nejvyšší polohy .
Ohýbání na lisu s ohýbacím nástrojem je nejdůležitější formou ohýbání.Zpracování by mělo být prováděno v přísném souladu s provozními pravidly pro lisování, aby se předešlo nesprávnému fungování.K dokončení procesu ohýbání dílů by měla být nejprve provedena instalace a nastavení ohýbacího nástroje.
⒈Způsob instalace ohýbacích nástrojů Způsob instalace ohýbacích nástrojů se dělí na dva typy: nevedený ohýbací nástroj a vedený ohýbací nástroj.Způsob instalace je stejný jako u děrovací matrice.Montáž ohýbacího průvlaku je stejná jako u mezery mezi konvexními a konkávními průvlaky.Kromě seřízení seřizovacího, vynášecího zařízení atd. by obě ohýbací raznice měly současně dokončit i seřízení horní a spodní polohy horní ohýbačky na lisu.Obecně se může provádět podle následujících metod.

Univerzální ohýbačka vhodná pro díly ve tvaru U a čtverce
Nejprve by se při ohýbání horní matrice mělo provést hrubé nastavení na jezdci lisu a poté by se mezi spodní rovinu horního lisovníku a vypouštěcí desku spodního lisu mělo umístit těsnění nebo vzorek, který je o něco silnější než polotovar. matrici a poté použijte nastavovací táhlo Metoda délky je tahat setrvačník nebo krokování rukou znovu a znovu, dokud jezdec neprojede dolní úvratí normálně bez zablokování nebo zastavení.Tímto způsobem může být setrvačník tažen několik týdnů, aby se nakonec zafixovala spodní matrice pro zkušební děrování.Před zkušebním děrováním by měla být vyjmuta těsnění umístěná ve formě.Po kvalifikaci zkušebního děrování mohou být upevňovací díly znovu utaženy a znovu zkontrolovány před oficiálním uvedením do výroby.
⒉ Body nastavení ohýbacího nástroje Když se ohýbací nástroj používá ke zpracování, aby byla zajištěna kvalita ohýbaného dílu, musí být ohýbací nástroj pečlivě nastaven.Úprava a opatření zahrnují především následující aspekty.
●Úprava mezery mezi konvexní a konkávní formou.Obecně řečeno, poté, co se určí horní a dolní poloha horního ohýbacího nástroje na lisu podle způsobu instalace výše uvedeného ohýbacího nástroje, je současně zaručena i mezera mezi horním a spodním ohýbacím nástrojem.Relativní poloha na lisu je určena vodicími částmi, takže je zaručena i boční vůle horní a spodní formy;u ohýbací formy bez vodícího zařízení lze tlumit boční vůli horní a spodní formy. K nastavení použijte karton nebo standardní vzorky.Teprve po dokončení úpravy mezery může být spodní šablona upevněna a testována.
●Nastavení polohovacího zařízení.Polohovací tvar polohovacích částí ohýbací matrice by měl být konzistentní s polotovarem.Při seřizování by měla být plně zaručena spolehlivost a stabilita jeho polohování.Pokud se po zkušebním děrování zjistí, že poloha a polohování je nepřesné, je třeba pomocí ohýbací matrice polohovacího bloku a polohovacího hřebu včas upravit polohovací polohu nebo vyměnit polohovací díly.
●Nastavení vykládacích a vratných zařízení.Vypouštěcí systém ohýbací matrice by měl být dostatečně velký a pružina nebo pryž použitá pro vypouštění by měla mít dostatečnou elasticitu;ejektor a vypouštěcí systém by měly být nastaveny tak, aby byly flexibilní v akci a části produktu mohly být vypouštěny hladce a nemělo by docházet k zasekávání a adstringentnímu jevu.Síla vykládacího systému na produkt by měla být nastavena a vyvážena, aby bylo zajištěno, že povrch produktu po vyložení bude hladký a nezpůsobí deformaci a deformaci.
⒊Opatření pro seřízení ohýbací matrice Při nastavování ohýbací matrice, pokud je poloha horní matrice snížena nebo zapomenete vyčistit těsnění a další nečistoty z matrice, horní matrice a spodní matrice budou pod zdvihem během procesu ražení.Násilný náraz v úvrati může ve vážných případech poškodit formu nebo razník.Proto, pokud jsou na místě výroby hotové ohnuté díly, může být zkušební kus umístěn přímo do pracovní polohy formy pro instalaci a seřízení formy, aby se předešlo nehodám.
Hlavními faktory ovlivňujícími kvalitu lisovaných ohýbaných dílů jsou zpětné odpružení, přesazení, lámání a změny průřezu deformované oblasti.Přijatá opatření a metody zahrnují zejména následující aspekty.
⒈Faktory ovlivňující hodnotu odrazu a metody prevence Proces tváření ohýbaného dílu prochází dvěma fázemi od pružné deformace materiálu po plastickou deformaci.Proto je po plastické deformaci kovu nevyhnutelná pružná deformace, která má za následek ohýbání pružiny zpět a tendenci se ohýbat Směr čela, takže úhel a poloměr zaoblení součásti po ohnutí, úhel ohybu a poloměr zaoblení část a matrice mají určitý rozdíl, to znamená ohybová pružina zpět.Podle faktorů způsobených zpětným ohybem pružiny lze provést následující opatření.
●Přijměte opatření z výběru materiálů.Úhel odrazu odskoku ohybu je úměrný meze průtažnosti materiálu a nepřímo úměrný modulu pružnosti E. Proto za předpokladu splnění požadavků použití ohybových částí jsou materiály s velkým modulem pružnosti E a malá mez kluzu os by měla být zvolena co možná nejvíce, aby se snížilo zpětné odpružení během ohýbání.Kromě toho, podle experimentů, když je relativní poloměr ohybu r/t 1 až 1,5, úhel odrazu je nejmenší.
●Zlepšit konstrukční řešení ohýbaných dílů.Za předpokladu neovlivnění použití ohýbacích částí mohou být některé konstrukce vylepšeny v konstrukci ohýbaných částí a tuhost ohýbaných částí může být zvýšena, aby se snížilo zpětné odpružení.Například výztužná žebra mohou být nastavena v ohybové deformační zóně, jak je znázorněno na obrázcích (a) a (b).), nebo přijmout konstrukci bočního křídla ve tvaru písmene U, jak je znázorněno na obrázku (c), zvýšením momentu setrvačnosti ohýbané části, čímž se sníží zpětná ohybová pružina.

Ohýbaná konstrukce pro snížení zpětného odpružení
●Kompenzace odskoku.U materiálů s velkým pružným odskokem mohou být razník a horní deska vyrobeny tak, aby kompenzovaly odskok konvexních a konkávních povrchů, takže se spodní část ohýbané části ohne.Když je ohnutá část vyjmuta z konkávní formy, zakřivená část se odrazí a roztáhne.Rovné, takže obě strany vytvářejí vnitřní deformaci, čímž kompenzují vnější odskok zaoblených rohů, jak je znázorněno na obrázku.

Odpružení
U tvrdších materiálů lze korigovat tvar a velikost pracovní části formy podle hodnoty odskoku.
●Použijte opravné ohýbání místo volného ohýbání nebo přidejte opravné postupy.Následující obrázek ukazuje strukturu formy, kde jsou rohy ohýbacího razníku vyrobeny do částečně vyčnívajícího tvaru, aby se korigovala ohybová deformační zóna.Princip řízení ohybové pružnosti je: když ohybová deformace skončí, síla razníku se soustředí na ohybovou deformační zónu, což donutí vnitřní kov, aby byl stlačen, aby se vytvořila deformace protažením, a ohybová odolnost se po vyložení sníží.Obecně se má za to, že lepšího účinku lze dosáhnout, když je korektivní stlačení kovu v ohybové deformační zóně 2 % až 5 % tloušťky desky.

Metoda korekce struktury formy
⒉Hlavní důvody odchylky a preventivní opatření jsou hlavními důvody odchylky ohýbané části.Jedním z nich je nesprávné umístění polotovaru v matrici nebo nestabilní umístění, takže síla a povrch polotovaru nejsou svislé, což má za následek horizontální složku síly.Druhým je, že když se polotovar během procesu ohýbání pohybuje podél okraje matrice, v důsledku asymetrie obrobku není třecí odpor na každé straně, takže se polotovar vždy posune na stranu s větším odporem, takže že strana s menším odporem je velmi velká.Snadné vtažení do matrice.Velikost ofsetu souvisí především s faktory, jako je poloměr zaoblení zápustky, mezera ve formě, podmínky prokluzu atd., zejména u asymetricky zakřivených dílů je jev ofsetu vážnější.K překonání odchylky součásti v procesu ohýbání lze použít následující metody.
●Přitiskněte list pevně.Vysekávací zařízení se používá k postupnému ohýbání a tvarování polotovaru ve zhutněném stavu, aby se zabránilo posunutí polotovaru a získal se plochý obrobek, jak je znázorněno na obrázcích (a) a (b).

●Vyberte si spolehlivý polohovací formulář.Použijte díru na polotovaru nebo navrhněte procesní otvor, vložte polohovací kolík do otvoru a poté jej ohněte tak, aby se polotovar nemohl pohybovat, jak je znázorněno na obrázku (c).
●Udělejte sílu polotovaru stejnoměrnou a symetrickou.Při ohýbání asymetricky tvarovaných dílů se často setkáváme s tím, že se polotovary pohybují vlivem nerovnoměrných sil.Aby byla zajištěna rovnoměrná síla působící na díl během ohýbání, lze asymetrický tvar zkombinovat do asymetrického tvaru, který se pak po ohnutí vyřízne, jak je znázorněno na obrázku (d).
⒊Omezte poloměr ohybu, abyste předešli prasklinám při ohybu.Protože je vnější vlákno ohýbané části nataženo, je deformace největší.Při překročení mezní hodnoty deformace materiálu se snadno ohne a praskne.Tahová deformace vnějšího vlákna součásti je však určena hlavně kritickým poloměrem ohybu, který způsobuje praskání materiálu.Minimální poloměr ohybu souvisí s faktory, jako jsou mechanické vlastnosti materiálu, stav tepelného zpracování, kvalita povrchu, velikost úhlu ohybu a směr ohybové linie.Podle faktorů, které způsobují ohybové trhliny, lze provést následující hlavní opatření.
●Vybírejte materiály s dobrou kvalitou povrchu a bez vad jako blank.Vadné polotovary by měly být před ohýbáním očištěny.Aby se zabránilo ohybovým trhlinám, měly by být odstraněny velké otřepy na plechu a malé otřepy by měly být umístěny na vnitřní stranu zakřiveného zaoblení.
●Přijměte opatření z plavidla.U relativně křehkých materiálů, silných materiálů a za studena zpevněných materiálů se používá ohřev a ohýbání, případně se používá žíhání pro zvýšení plasticity materiálu před ohýbáním.
●Ovládejte hodnotu vnitřního úhlu ohybu.Za normálních okolností by vnitřní úhel ohybu ohybu neměl být menší než minimální povolený poloměr ohybu v konstrukci, jinak může deformace vnější vrstvy kovu během ohýbání snadno překročit mez deformace a zlomit se.Pokud je poloměr ohybu obrobku menší než přípustná hodnota, měl by být ohnut dvakrát nebo vícekrát, to znamená nejprve ohnout do většího poloměru zaoblení, po mezižíhání, poté ohnout na požadovaný poloměr ohybu korekčním procesem, takže může zvětšit deformační plochu a snížit prodloužení materiálu vnější vrstvy.
●Ovládejte směr ohýbání.Při zpracování ohýbáním a rozvržení dílů se v následujícím procesu zadává linie ohybu a směr válcování plechu.Pro jednosměrné ohýbání ve tvaru V by měla být linie ohybu kolmá ke směru válcování.Pro obousměrné ohýbání by měla být linie ohybu pokud možno v úhlu 45° ke směru válcování, jak je znázorněno na obrázku.

Řízení směru ohybu
●Zlepšit vyrobitelnost struktury produktu.Zvolte přiměřený poloměr zaoblení.U malých ohybových zaoblení a silných materiálů lze k místním ohýbaným dílům přidat procesní zářezy a drážkování, aby se zabránilo jakýmkoli geometrickým tvarům, které mohou způsobit koncentraci napětí na vnější straně ohybové zóny, jako jsou jasné rohy, zářezy atd., aby se zabránilo kořenům rozbití.Jak je znázorněno na obrázku (a), prořízněte vnitřní stranu rohu zakřivené části malým poloměrem zaoblení, abyste zajistili, že v zakřivené části s malým poloměrem zaoblení nevzniknou žádné trhliny.Světlý úhel trhliny se posune mimo zónu ohybu.Doporučuje se posunout vzdálenost b≥r, aby se zajistilo, že během ohýbání nevzniknou žádné trhliny.

Zlepšit vyrobitelnost struktury produktu
●Vyhněte se ohýbání za horka v modré křehké zóně a horké křehké zóně.Při použití procesu ohýbání za tepla se při volbě teploty lisování za tepla vyhněte ohýbání v modré křehké zóně a horké křehké zóně.Důvodem je, že: v určitých teplotních rozsazích procesu ohřevu často dochází ke křehkosti v důsledku precipitace nebo fázové změny přebytečné fáze, což snižuje plasticitu kovu a zvyšuje odolnost proti deformaci, jako když se uhlíková ocel zahřívá na teplotu mezi 200 a 400 ℃, protože efekt stárnutí snižuje plasticitu a zvyšuje odolnost proti deformaci.Tento teplotní rozsah se nazývá modrá křehká zóna.V této době se výkonnost oceli zhoršuje a lom snadno zkřehne a lom je modrý.V rozmezí 800 až 950°C dojde opět k poklesu plasticity, při ohybu dojde i k lomu.Tato teplota se nazývá horká křehká zóna.
⒋Změňte velikost a strukturu pracovní části formy, abyste potlačili průhyb.Aby se zabránilo ohýbání a deformaci ohýbané části ve směru šířky, lze ke struktuře formy přidat předem naměřenou deformaci f.To může zabránit vychýlení a deformaci vlivem napětí a deformace ve směru šířky po vytvoření součásti.

 Česky
Česky Pусский
Pусский























